Расстояние машины Глуэр папки коробки коробки регулируемое с 2 дефлекторами
-
Выделить
автоматическая складывая машина
,машина глуэр папки коробки
-
Имя ProductiПре-створка коробки коробки автоматическая и машина Gluer папки замка аварии нижняя
-
ИспользованиеМаленькая коробка формируя машину
-
Вес3000KG
-
AutomatizationАвтоматический
-
Стиль коробкиКоробка замка нижняя
-
ТипKSHG900
-
Место происхожденияфарфор Хэбэй
-
Фирменное наименованиеKingsun
-
СертификацияCE
-
Номер моделиКСХГ
-
Количество мин заказа1 комплект
-
Ценаnegotiable
-
Упаковывая деталиСозданный программу-оболочку в полиэтиленовой пленке и установленный в деревянной коробке
-
Время доставки5-8 дней работы
-
Условия оплатыL / C, T / T, Western Union
-
Поставка способности2 набор 40 в дни
Расстояние машины Глуэр папки коробки коробки регулируемое с 2 дефлекторами
Пре-створка коробки коробки автоматические и машина Глуэр папки дна замка аварии
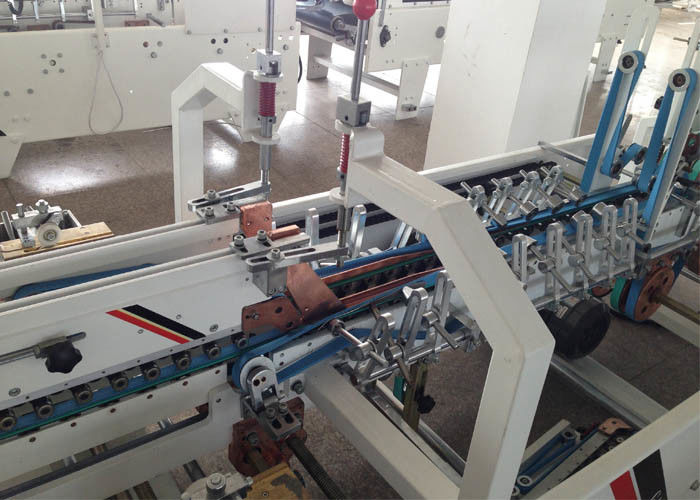
А. Регулировать расстояния между твп озадачивают согласно бумажной ширине листа. Во первых отпустите регулируемую ручку на 2 дефлекторах, положите бумажные листы на среднее положение бумажной отправляя таблицы, двиньте подход к 2 дефлекторов к бумажным листам, в конце отрегулируйте 2 дефлектора и бумажного лист обе стороны параллельно и останьтесь несколько космос позволить бумажным листам двинуть в горизонтальное.
Б. Необходимо унести регулировку к бумажному разделяя положению гагуэ согласно различному размеру бумажных листов необходимо быть наклеенным. Вообще бумагу 2 разделяя гагуэ можно распределить равномерно на 2 дефлекторов, фронта и за расстояниями должна быть свойственна. Регулируя, только отпустите регулируемую ручку показанную как ФИГ. 2, тогда двиньте блок скольжения на луче вышл и выпрямите и заверните разделять в бумагу гагуэ для того чтобы противостоять и позади, сделать бумагу разделяя гагуэ для встречи пожеланного положения и после этого для того чтобы затянуть ручку. Между тем, определите номер корня ленты транспортера и убеждайтесь бумажные листы в ровном и аккуратном.
К. Регулировать δ интервала между бумажными разделяя гагуэ и лентой транспортера согласно бумажной толщине листа. Вообще δ толщина бумаги части. Метод регулировки: Поверните маховичок звезд-формы вверх или вниз, который может сделать бумагу разделяя гагуэ для того чтобы двинуть вверх и вниз для изменения размеров интервала.
Отрегулируйте ширину коробки створки согласно размеру ширины листа бумаги коробки створки. Только потребность повернуть маховичок согласно ширине показанные, что как ФИГ. ИВ сделала штангу винта вращать, потому что фронт и за штангами винта соединен с цепью, 2 главных плиты двинет параллельно в то же время пока поворачивающ маховичок. После того как 2 главных плиты достигают пожеланную ширину коробки створки, начало машина иметь пробу и уносить регулировку детали к различному колесу коробки створки, ленты транспортера етк. достигаемость в конце концов цель которую бумажные листы могут пройти успешно и положение коробки створки может быть правильна и иметь достаточная сила адгезии.
(3) часть Пре-створки:
Для удобства для открытия прямой линии коробки, 2 отжали части трассировки без сложенной пре-створки потребности. Относительно коробки необходима пре-створка, устанавливает и регулирует пре-створку как следует. Выходы коробки от автоматического питаясь прибора (бумажный питаться части) и после этого входят в прибор пре-створки, в пре-складывая часть, первая створка и третья створка может быть обменяна 180 градусами и 90 градусами. Вторую створку и четвертую створку можно отлить в форму в 180 градусах, особенный дизайн также доступны. Пре-сложенная бумажная коробка раскрывает очень легко на автоматическом упаковщике, особенно коробке медицины
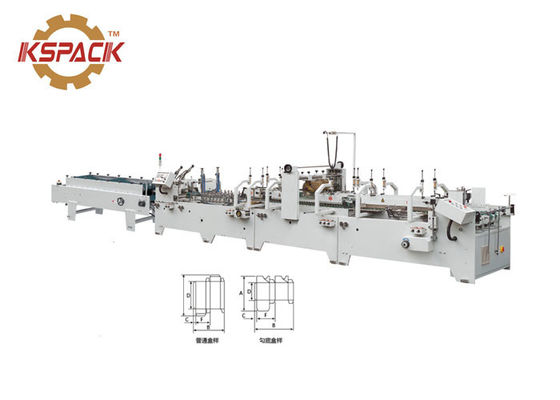
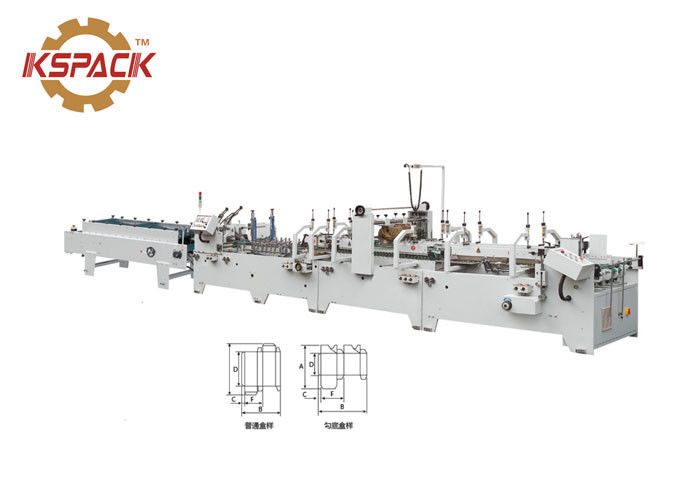
6. Размер коробки затира
СХХ-800АГ
| Тип боксекс | Амакс | Амин | Бмакс | Бмин | Кмин | Дмин | Фмин |
| Не-окаимленная нижняя коробка | 700мм | 700мм | 620мм | 110мм | 8мм | 70мм | 51мм |
| Окаймляет нижнюю коробку | 700мм | 160мм | 570мм | 180мм | 9мм | 90мм | 85мм |
СХХ-1200АГ
| Тип боксекс | Амакс | Амин | Бмакс | Бмин | Кмин | Дмин | Фмин |
| Не-окаимленная нижняя коробка | 700мм | 110мм | 840мм | 110мм | 8мм | 70мм | 51мм |
| Окаймляет нижнюю коробку | 700мм | 160мм | 790мм | 180мм | 9мм | 90мм | 85мм |
Наши продукты продаются по всему миру, поэтому вы можете быть уверены в том, что производятся наши продукты в целом.